3D打印小批量生產(chǎn)廠家
全國統(tǒng)一服務熱線:
400 8258 328
對于結(jié)構(gòu)工程師來說,金屬打印方便快捷,能夠快速的打印出產(chǎn)品原型,但同時也要注意一些問題,下面金屬3d打印廠家精速三維來給大家講解下,金屬3d打印注意事項:
1.表面光潔度
在金屬3D打印件放置陳列室或用于發(fā)動機燃燒室前,它已經(jīng)經(jīng)歷了大量類似CNC加工、噴丸或噴砂后處理工藝,因為3D打印出來的金屬件表面是凹凸不平的。

EBM工藝3D打印Ti-6Al-4V鈦合金支架機加工前后
受工藝本性的影響,直接能量沉積法生產(chǎn)的是接近最終形狀的零件,它必須進行CNC處理以滿足相應規(guī)格要求。粉末床熔融方式生產(chǎn)的零件更接近其最終形狀,但是其表面依然粗糙。為提高表面光潔度,可采用更細的粉末、更小的層厚。但這種方式會提高材料成本,故需要在表面光潔度和成本間取平衡。由于所有的粉末床熔融工藝生產(chǎn)的零件都需要進行后處理以達到相應規(guī)格,有時采用粒徑較粗的粉末可以降低成本。由于不管零件表面如何粗糙,零件都可以采用不同等級的后處理操作。這也意味著相對于金屬3D打印可能出現(xiàn)的其他問題,表面光潔度沒那么重要。
2.孔隙
零件3D打印過程中,內(nèi)部非常小的孔穴會形成孔隙,這可由3D打印工藝本身或者粉末引起。這些微孔會降低零件的整體密度,導致裂紋和疲勞問題的出現(xiàn)。
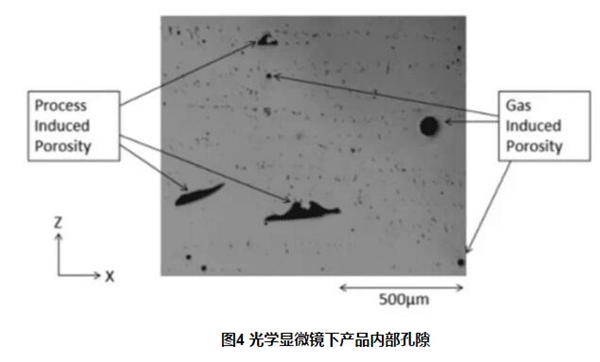
光學顯微鏡結(jié)果比較了工藝引起的熔融不完全孔隙和粉末原料帶來的孔隙,該結(jié)果來自一項名為“The Metallurgy and Processing Science of Metal Additive Manufacturing”的研究。在霧化制粉過程中,氣泡可能在粉末的內(nèi)部形成,它將轉(zhuǎn)移到最終的零件中。由于這個原因,有必要從優(yōu)秀供應商手中采購材料。
3.密度
零件的致密度與孔隙量成反比。零件氣孔越多,密度越低,在受力環(huán)境下越容易出現(xiàn)疲勞或者裂紋。對于關(guān)鍵性應用,零件的致密度需要達到99%以上。良好的粉末流動性對于確保鋪粉的平整度、密度非常必要。正與你所想的那樣,它會影響到產(chǎn)品的孔隙量和致密度。粉末堆積密度越大,零件孔隙量越低,致密度越高。在金屬3D打印中,殘余應力由冷熱變化、膨脹收縮過程引起。當殘余應力超過材料或者基板的拉伸強度,將有缺陷產(chǎn)生,如零件有裂紋或者基板翹曲。
殘余應力在零件和基板的連接處最為集中,零件中心位置有較大壓應力,邊緣處有較大拉應力。可以通過添加支撐結(jié)構(gòu)來降低殘余應力,因為它們比單獨的基板溫度更高。一旦零件從基板上取下來,殘余應力會被釋放,但這個過程中零件可能會變形。
4.裂紋
除了零件內(nèi)部孔隙會產(chǎn)生裂紋外,熔融金屬凝固或某片區(qū)域進一步加熱也會出現(xiàn)裂紋。如果熱源功率太大,冷卻過程中可能會產(chǎn)生應力。
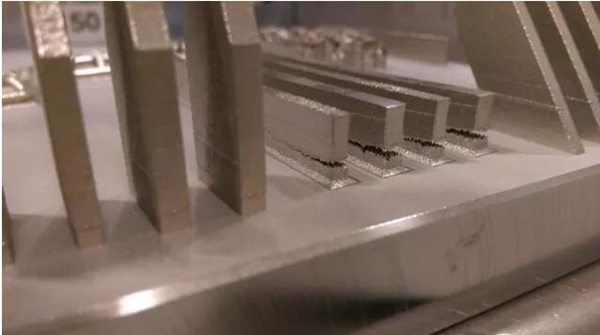
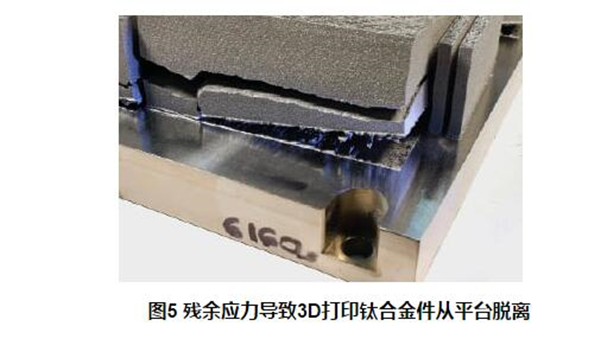
粉末床熔融工藝中應力導致斷裂
分層現(xiàn)象有可能會出現(xiàn),導致層間發(fā)生斷裂。這可能是粉末熔化不充分或熔池下面若干層重熔引起的。有些裂紋可以通過后期處理來修復,但分層無法通過后處理解決。相應地,可采取加熱基板的方式來減少這個問題的出現(xiàn)。由于裂紋在零部件使用過程中出現(xiàn),比如在疲勞載荷下。調(diào)整3D打印工藝參數(shù)可以很大程度上控制這些缺陷。需要注意的一點是,在制造零件過程中你沒必要消除所有孔隙或者缺陷。重要的是你知道什么孔隙或者缺陷可能會存在。如果你能很預判這些,工程師在設計時可以把這些因素考慮進去,仍然能制造出可靠、安全的零件。”
5.翹曲
為了確保打印任務能順利開始,打印的第一層熔融在基板上。當打印完成后,通過CNC加工使零件從基板上分離。然而,如果基板熱應力超過了其強度,基板會發(fā)生翹曲,最終會導致零件發(fā)生翹曲,會有致使刮刀撞到零件的風險。

在打印過程中你需要面對多個熱因素,即使你的產(chǎn)品非常厚,也會因此產(chǎn)生附加應力”。打印過程有多個快速變化狀態(tài)。有些時候會導致零件從支撐脫離。也有可能支撐足夠多,會對平臺產(chǎn)生拉力。它可能導致平臺變形,它不是在你打印時發(fā)生,但是會發(fā)生在從機器取出平臺或進行后續(xù)加工階段。因此,為了防止翹曲,需要在合適位置添加適量的支撐。如果不對每個要打印的零件進行反復嘗試,這些設置非常難以確定。現(xiàn)在也有些正在開發(fā)的軟件解決方案,比如3DSIM公司的打印預測軟件。
當對一個設備的工藝有足夠了解后,也可以用Materialise公司的Inspector軟件進行金屬3D打印質(zhì)量控制。正如Inspector產(chǎn)品經(jīng)理Vincent Wanhu Yang所說:“在Materialise公司,我們注意到需要更精細的質(zhì)量控制,我們的Inspector軟件可以處理加工過程照片來提高使用者對工藝的認知,從而判斷出哪些區(qū)域可能受翹曲影響。通過分析根本原因和檢測矢量,用戶可以判斷支撐是否缺乏,是什么導致變形。理解加工過程對下一次金屬3D打印的順利進行非常必要。”
6.其他問題
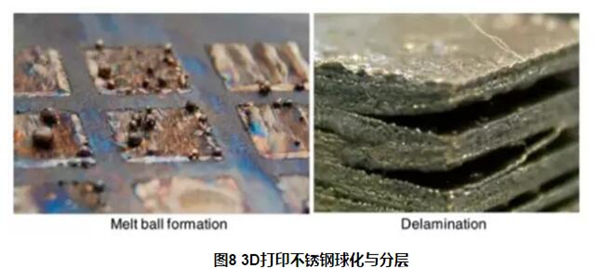
其他變形,比如膨脹或者球化,也可能出現(xiàn)在金屬3D打印過程中。膨脹發(fā)生于熔化的金屬超出了粉末的高度。類似地,球化為金屬凝固成球形而不是平層。這和熔池的表面張力有關(guān),它可以通過控制熔池的長度-直徑比小于1-2來減弱。
暴露在氧氣或者潮濕環(huán)境中可能會導致合金的成分發(fā)生變化。比如,隨著Ti-6Al-4V鈦合金中氧元素增加,鋁元素含量可能會降低。在粉末重復使用時,這一現(xiàn)象尤為常見。重復使用會導致粉末球形度降低,流動性降低。打印過程也可能導致合金的成分發(fā)生變化。合金是由多種金屬元素組成,打印時低熔點元素可能會蒸發(fā)。對Ti-6Al-4V這種常用航空鈦合金,Ti比Al元素有更高的熔點,在打印過程中這種材料的成分可能會改變。
目前,金屬3打印王國的邊界仍有待開拓,未來五年將會發(fā)生重大變化。下一代制造中心的一項預測是,在五年內(nèi)行業(yè)將普遍具有有效消除產(chǎn)品孔隙的能力。到那個時候,不僅企業(yè)自身能利用獲得的金屬3D打印知識,整個行業(yè)也會向前發(fā)展。

Copyright ? 2014-2020 精速三維 All Rights Reserved 備案號:粵ICP備18153175號-1